「夢のウイスキー造り」受け継ぐ 信州の個性派蒸溜所

長野県上伊那郡宮田村。駒ヶ根から中央アルプスに向かって分け入った緑深い森の中に小さなウイスキー蒸溜所がある。本坊酒造マルス信州蒸溜所は、ニッカの竹鶴政孝、サントリーの鳥井信治郎と並び、ウイスキー国産化のきっかけを作った男が世に生み出した酒を造っている蒸溜所だ。
テレビドラマ「マッサン」を覚えているだろうか。その中でも描かれたように「日本のウイスキーの父」と呼ばれる竹鶴政孝がスコットランドに留学するきっかけを作ったのは、当時勤務していた関西の酒造メーカーだった。ウイスキー製造に参入すべく、社員の竹鶴をスコットランドに留学させ、ウイスキー造りを学ばせたのだ。

竹鶴が帰国後、現地で学んだウイスキー造りの報告書を、常務として受け取った上司こそが、この小さな蒸溜所の礎を築いた人物・岩井喜一郎だ。
岩井と竹鶴が在籍した当時の摂津酒造(その後宝酒造に統合)は、ウイスキー製造を夢見ながらも、第1次世界大戦後の景気低迷からこれを断念。竹鶴は、その後寿屋の鳥井信治郎とともに日本初となる山崎蒸溜所を完成させる。
一方の岩井は摂津酒造に籍を置きながら、大阪帝国大学工学部の講師も兼務する。そこで、鹿児島の焼酎メーカー・本坊酒造の会長となる本坊蔵吉に出会い、本坊酒造の顧問に転じる。
岩井はもともと、摂津酒造でアルコール連続蒸溜装置を考案した技術者だった。だからこそ、蒸溜酒であるウイスキーへの摂津酒造の新規参入プロジェクトに携わり、その後やはり蒸溜酒である焼酎のメーカー・本坊酒造の顧問に就任することになった。
1949年に本坊酒造はウイスキー製造免許を取得、岩井の主導で工場設計や原酒の仕込みを進め、1960年には山梨の工場でマルスウイスキーの製造を始める。1920年に竹鶴の報告書を受け取ってから約40年、1923年の山崎蒸溜所完成に大きく後れを取りながらも、岩井はついにウイスキー製造の夢を本坊酒造で実現した。

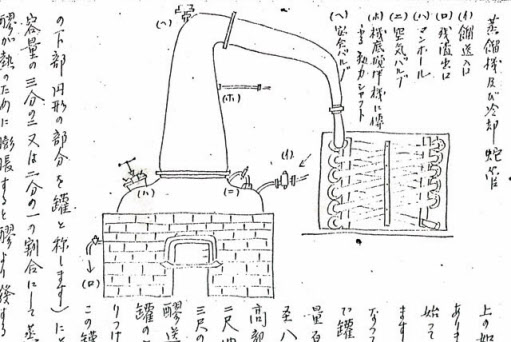
岩井が手掛けた初代の蒸溜釜は、現在も信州蒸溜所の敷地内で保存されている。初溜と再溜の2つの釜の形状、蒸気を冷却器へと送るラインアームの形状などに、竹鶴から岩井へと提出された報告書の痕跡が見て取れるという。
釜が膨らんでいるのかすぼんでいるのか、ラインアームが上向きか下向きかなどで、蒸溜してできあがる原酒の味わいが変わる。信州蒸溜所の蒸溜釜は、竹鶴が山崎や余市で手掛けた蒸溜釜の形によく似ているという。

そんな、岩井の「夢の結晶」の味わいは、今もマルスウイスキーに生かされている。蒸溜釜の構造をはじめ、岩井の思想が宿る設備から造られるウイスキーは芳醇(ほうじゅん)で軟らかい味わいが特徴だ。長野県内限定販売、蒸溜所内なら買うことができる「マルスウイスキー 信州」で、それを確かめることができる。
岩井がこの世を去ったのは1966年。山梨工場でウイスキーの製造を始めてからわずか6年後のことだ。しかし、マルスウイスキーは、その後も岩井からのスコッチウイスキー造りの伝統を受け継ぐ。

地ウイスキーブームに乗り、1985年にはウイスキー造りの理想を求めて、山梨工場の蒸溜設備を現在の地に移設する。しかし、酒税法の改正などでマルスウイスキーの販売は低迷、1992年にはウイスキーの蒸溜を休止する。
大正以来のスコッチウイスキー造りの伝統を脈々と受け継いできたマルスウイスキーだったが、ハイボールのブームを背景に2011年に蒸溜を再開するまでの19年の間に、ウイスキー造りを熟知する人間は、役員ただ一人だけになってしまった。

現在のマルス信州蒸溜所竹平考輝所長も、本坊酒造も出資する第三セクターの地ビール会社・南信州ビールから転じてウイスキー蒸溜の世界に身を投じた。もちろん岩井喜一郎との直接の接点はない。
2011年の蒸溜再開に向けて、19年間使われないままだった設備を再整備する過程で、竹平所長は、創業当時を知る役員から岩井の思想の引き継ぎ、肌で感じ取ったという。2014年には製造設備を刷新するが、その際も自身の考え方を取り入れながらも、基本となる寸法、容量、形状などは岩井の設計そのままになっている。
そんな蒸溜所の設備を、竹平所長に案内していただいた。

工場には大きな3つの部屋があり、1つ目の部屋の中に、麦芽を糖化するマッシュタン(糖化槽)が、2つ目の部屋には、麦汁を発酵させるウオッシュバッグ、最後の部屋には初溜釜と再溜釜が並んでいる。
右の初溜釜で、発酵が進んだ原料を蒸溜し、アルコール度数を20度の溜液とし、初溜3回分をいったんタンクにためてから左の再溜釜でアルコール度数をさらに70度まで高める。
再溜された蒸溜液は、蒸溜時の始めと終わりの部分をカットする必要があるが、そのタイミングの判断や操作はすべてスタッフの手作業で行われるという。

しかも、蒸溜は季節限定だ。取材時の真夏は蒸溜後の冷却に使う水の温度が高くなるなどの理由で、稼働はしていなかった。
できた原酒はたる詰めして別棟の貯蔵庫で熟成させる。いくつかある貯蔵庫の中には、熟成が若いもの、進んだもの、小さな樽、大きな樽、多様なバリエーションで眠っていた。
現在マルスウイスキーでは、信州のほか、本社のある鹿児島にもウイスキーの蒸溜所と屋久島にエージングセラーを持っている。温度や湿度、寒暖差など環境の違う場所で蒸溜、熟成を経た原酒は多彩で個性的なものになる。鹿児島と信州で入れ替えるなどしてさらに原酒のバリエーションを増やしている。

こうしてできた原酒をブレンドし、製品として完成させる。
かつては、ウイスキーと言えばみながトリスを飲み、その後はどこのスナックに行っても、ボトルキープの棚にはオールドばかりがずらり並ぶような時代があった。しかし、現在は、消費者が好みに応じてウイスキーの銘柄を選んで飲む時代だ。
7月には、プリンスホテルがホテル内のバーでのボトルキープを前提にした世界で100本しかない50年物のシングルモルトスコッチウイスキー「ザ・グレンリベット ウィンチェスターコレクション ビンテージ1966」を700万円(税込み、別途サービス料10%)という高価格で販売したほど。

製造課程に「人の手」が介在する余地が多くあり、独自の個性を引き出しやすいマルスウイスキーにとって、そんな今のトレンドは「追い風」だという。
今後は、原材料の現地調達を模索する。原材料に地元産の麦を使うことで、より「信州らしさ」を出して行きたいという。すでに、隣接する南信州ビールの工場では、地元産麦を材料にした地ビールの醸造に成功している。
2020年のオリンピック開催時には、ヨーロッパをはじめ海外から多くの観光客が訪れることになる。そうした人たちに、マルスウイスキーならではの希少な魅力を訴えることで、存在感をアピールしたいという。

本坊酒造マルス信州蒸溜所は、一般に公開されていて、無料で見学ができる。構内には試飲コーナーもあり、もちろんマルスウイスキーを買って帰ることもできる。
隣県山梨の北杜市にあるサントリー白州蒸溜所の見学コースに比べれば、あっという間に終わってしまう見学コースかもしれない。しかし、長年の夢を最晩年にかなえた岩井喜一郎とそれを受け継ぎ、他にない個性的なウイスキー造りに取り組もうとする人たちの「思い」がそこには宿っている。
ウイスキー好きなら、一度は立ち寄ってみたい場所だ。
(渡辺智哉)

ワークスタイルや暮らし・家計管理に役立つノウハウなどをまとめています。
※ NIKKEI STYLE は2023年にリニューアルしました。これまでに公開したコンテンツのほとんどは日経電子版などで引き続きご覧いただけます。
関連記事





関連企業・業界







