ソムリエハウスで年間10万人が舌鼓 千葉・小泉酒造
ぶらり日本酒蔵めぐり(9)

動物とふれあえるテーマパーク、マザー牧場(千葉県富津市)など房総の観光地へ、東京や横浜から向かう動線上に、小泉酒造はある。主銘柄は「東魁盛(とうかいざかり)」と「東魁」。こぢんまりとした酒蔵で、大半が直販なので、ラベルを目にしたことのある人は少ないかもしれない。しかし、過去10年の全国新酒鑑評会で8回の金賞受賞歴をもつ実力派だ。
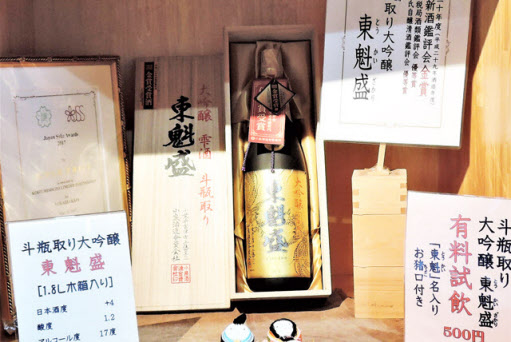
大型観光バスが数台とめられる駐車場を通り抜けると、酒林をつるした建物に突き当たる。小泉酒造の売店、「ソムリエハウス 酒匠の館」だ。中に入ると、鑑評会などで得た表彰状やカップ、記念盾などが目に飛び込んでくる。試飲コーナーには20本ほどの4合(720ミリリットル)瓶(びん)が並び、自由に味見できる。

昨年、全国新酒鑑評会で金賞を受賞した「大吟醸 東魁盛」の試飲は有料だ(東魁盛の名入りおちょこ付きで500円)。売り場には房総ゆかりの銘を背負う瓶も並ぶ。「東魁 原酒 八犬伝」は滝沢馬琴の『南総里見八犬伝』にちなみ、「東魁盛 純米吟醸 きみさらず」は房総が舞台となった日本武尊(やまとたけるのみこと)と弟橘媛(おとたちばなひめ)の悲恋伝説が命名の下敷きとなっている。
小泉酒造が酒匠の館を開いたのは1996年。99年に今の建物に移転拡張した。蔵の13代目当主で杜氏(とうじ、醸造責任者)の小泉平蔵さんによると、年間10万人以上が来店するという。「造り手は常に理想の酒を追求します。でも、いい酒かどうか、決めるのは飲んでくれるお客様。酒匠の館は手応えを肌で感じられる場でもあるんです」

酒匠の館には地の利がある。東京湾アクアライン経由で行くと東京都心から約1時間20分で着く。東京湾フェリーで久里浜港(神奈川県横須賀市)とつながる金谷港(千葉県富津市)も近い。車で15分あまりの距離にあるマザー牧場は年間延べ80万人以上が訪れる、千葉県南部有数の人気スポット。さらに南房総には海の幸やイチゴ狩りなど、四季を通じて観光資源がある。

今回の取材では、日帰りバスツアーが訪れ、蔵を見学する光景や、神奈川県からの観光の帰りに売店で買い物する家族連れなどが見られた。小泉さんの気さくな話術が客の買う気をくすぐるようで、数種類の試飲を経て大吟醸の1升(1.8リットル)瓶などが次々と売れてゆく。
小泉酒造の日本酒の生産量は300石(1石は1升瓶100本)ほど。コンパクトな作りの蔵で3人の担当者が醸造にいそしむ。「20種類くらいの酒を造っています。典型的な多品種少量生産です」と小泉さんは笑う。醸造や貯蔵に使うタンクも小型のものが並び、量より質を追求する姿勢が垣間見える。
創業は1793年。以来、長く、鹿野山系の伏流水を使って酒を仕込んできた。江戸期は地元の酒として親しまれたが、一部は東京湾の水運で江戸の市場にも運ばれたようだ。「明治期には東京に直営で店を出していました。茅場町と田端だと聞いています」。明治期、積極経営で栄えたさまがうかがえる。
小泉さんは佐賀県出身。明治大学工学部卒という、酒蔵の当主には珍しい経歴の持ち主だ。明大OBとしての誇りを銘柄に刻んだのが「純米大吟醸 紫紺」。ラベルの色はもちろん、紫紺の明治カラーにした。「大学では電気工学を学び、1971年に卒業して、コンピューターを修理する仕事に就いていました」
76年、結婚した相手が小泉家の娘だった。その2年後、酒造りの世界に足を踏み入れた。当時、小泉酒造の杜氏は酒造の季節になると岩手県南部地方から訪れ、泊まり込みで酒を造っていた。「『浦霞』(醸造元は佐浦、宮城県塩竈市)で腕を振るった、伝説の南部杜氏といわれる平野佐五郎さんの弟子で、優秀な人でした。基本からすべてを教わりました」
酒造りに携わり始めてすぐに「感覚の世界だと直感した」という。工程ごとに五感を研ぎ澄まし、集中力を高めることに心血を注いだ。「例えば蒸しゴメの状態を確認するのに、コメを手のひらですりつぶすように握ります。触覚で瞬時に判断しないと間に合いません」。蒸し上がったコメの温度も湯気の具合で分かるようになった。「作業はすぐ覚えますが、感覚の精度を上げるのが大変でした」

20年前、小泉さんは杜氏に就いた。まず手がけたのが省力化だった。泊まり込みを前提とした作業工程を見直した。例えば麹(こうじ)菌を繁殖させる工程では蒸しゴメを入れる箱を8倍ほどに大きくし、菌の繁殖のムラをならす手作業を減らした。コメを蒸す甑(こしき)はクレーンでつり下げるようにして、蒸し上がったコメを運ぶ作業をなくし、醸造担当者を7人から3人に減らした。
「当時は多くの蔵が岩手県や新潟県から来る杜氏に頼っていました。それを自分たちだけで造る体制にできないか。日本醸造協会の機関誌などから情報を得て、東京国税局鑑定官室を訪ねて酒造りに詳しい人の意見をもらい、改革を進めました」。作業工程を見直した1年目に、東京国税局酒類鑑評会で賞を獲得、自信を深めたという。
小泉さんは南部杜氏協会(岩手県花巻市)の一員だ。岩手県外在住の南部杜氏としては草分け的世代に当たる。「1990年代、講習会に参加すると丁寧に教えてくれました。南部杜氏には技術を囲い込まない度量がありました」。ほかの杜氏集団が衰退する中、南部杜氏は全国に広がり、若手が続々と加盟している。「(南部杜氏自醸清酒)鑑評会にも必ず出品しています」

小泉さんは全国、東京国税局、南部杜氏の各鑑評会を重視し、賞の獲得に執念を燃やす。「数ある日本酒の中から消費者に選んでもらうには、まずプロ中のプロに評価されることが大事」と強調する。「(全国新酒鑑評会の)審査結果が出た翌日から、翌年に向けた戦いが始まっています。勝負ですから。おもしろいですよ」
毎年、全国新酒鑑評会に先だって、日本醸造協会が杜氏セミナーを開く。小泉さんはそこに2種類の酒を出品する。審査員は全国鑑評会と似た顔ぶれだという。「どちらが評価されるか、迷うときがあります。全国鑑評会には1種類しか出せませんから。セミナーでの評価で、その年のポジションがだいたい分かります」
「40年間、失敗の連続でしたから慎重になります。酒造りは『段取り8分』だと思います。いかにミスがなくなるような手順を組むか。それが出来栄えを決めます。万が一があり得る、と常に思って取り組んでいます」。かつて自家培養し、好成績を収めていた「東魁酵母」も、「万が一、を避けるため」使用を控えるようになった。
小泉酒造は自社田で五百万石を栽培、原料米に使っている。だが鑑評会出品酒は兵庫県産山田錦。酵母は日本醸造協会頒布の「1801」を採用している。金賞受賞蔵の王道ともいえる組み合わせだ。麹造りの工程にも意を払う。麹菌が生産する分解酵素の力の強さを注視、長期にわたってデータを蓄積していて、出品酒の設計に反映させるという。
酵母と麹の組み合わせ、数種類ある酵素のバランスが酒質に影響するからだという。「(1801のように)吟醸香の強い酵母と組み合わせるには、グルコアミラーゼという酵素の力が強い麹が必要です」。毎年、同じことの繰り返しにみえて、実は仕切り直ししている。「酒造りは日進月歩。若い力が必要です。わたしも70歳になって、最近は息子に任せています」
「訪日外国人にはぜひ、日本酒のよさを知ってもらいたい」と力を込める。一方で、海外市場には目を向けていない。「首都圏の市場は大きいですから。それで十分です」。日本酒に、量より質の時代が到来したことを歓迎しつつ、賞の獲得を目指して、小泉さんは酒造りを楽しみ続ける。

(アリシス 長田正)

ワークスタイルや暮らし・家計管理に役立つノウハウなどをまとめています。
※ NIKKEI STYLE は2023年にリニューアルしました。これまでに公開したコンテンツのほとんどは日経電子版などで引き続きご覧いただけます。
関連記事





関連企業・業界







